1、矯直機使用前,先檢查機器所有緊固件是否擰緊,皮帶是否張緊。
2、檢查電器是否完整。
3、矯直機主軸運轉方向必須符合防護罩上所示箭頭方向,否則將損壞機器,并可能造成人身傷害。
4、檢查矯直機粉碎室內有無金屬等硬性雜物,否則會打壞刀具,影響機器運轉。
|
1、矯直機使用前,先檢查機器所有緊固件是否擰緊,皮帶是否張緊。
2、檢查電器是否完整。
3、矯直機主軸運轉方向必須符合防護罩上所示箭頭方向,否則將損壞機器,并可能造成人身傷害。
4、檢查矯直機粉碎室內有無金屬等硬性雜物,否則會打壞刀具,影響機器運轉。
|
我國的鋼管冷拔機多為單鏈、雙鏈傳動式冷拔機和固定床身式液壓拉拔機。這兩種冷拔機床的一個共同的缺點是產生冷拔震動,不能確保工件晶粒沿著冷拔的方向定向成形,特別是鏈條鏈輪磨損后,鏈傳動機構在拔制過程中產生周期性沖擊負荷。這種運行的不連續性是鋼管產品質量得不到可靠控制的致命因素,而且冷拔力噸位不足,能耗大。
 |
 |
 |
冷拔機在使用前一定要先打開潤滑油泵,還要觀察每個潤滑點是不是有漏油情況,該產品的回油管也必須保證暢通,并且調節好每個潤滑點,我們在打開通風機的時候一定要觀察其風機的風量的大小和風道是不是暢通。冷拔機在工作的時候要是出現溫度過高,一定要檢查原因解決了后在啟動。
作為冷拔鋼管的主要加工設備,冷拔機是用于常溫下拔制黑色及有色金屬棒料材和對熱軋、擠壓之后的荒管進行二次加工,是生產小口徑,精密,薄壁,高機械性能管材的主要加工設備。與一般機械式擴管機比較有以下優點:
(1)拔制的鋼管同心度高
由于液壓傳動運行平穩, 在結構上又保證了拔制力作用線與鋼管軸線、內外模軸線、芯桿軸線的完全一致, 從而提高了產品精度, 不產生徑向跳動,其同軸度和直線度高;
(2)結構簡單、制造方便
該型冷拔管機各零部件均屬簡單斷面,易于加工。另外預應力框架結構的機架提高了拔機的強度、剛性及承載力。
(3)設備基礎簡易
由于缸座、模座和尾座是由八個撐管和四根拉桿組件聯結而成的整體,在工作載荷的作用下,使拔拉力在整個框架內封閉,地基不承受拔機工作載荷,只承受設備重量,從而節省了大量的設備基礎費用。
(4)無級調速
液壓系統采用插裝閥集成塊工作,拉拔速度可在較寬范圍內平滑調整,操作靈活、方便。
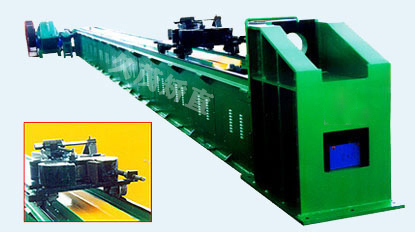
1、調直筒部分
該部分主要靠對稱的5套曲線調直輪加調直筒的旋轉供線材在雙曲線的作用下較完全的消除應力并推進線材運行。利用調直輪支架左右絲的前進后退可隨意調整線材的平直度,從而完面線材的調直工作。主要有調直筒支架、軸、調直輪支架。
2、牽引送料部分
該部分主要有主動送料箱與被動送料箱各一套。主動送料箱遞給被動送料箱蝸桿帶輪,并帶動蝸輪軸輪與嚙合的活動支架齒輪及軸。從而帶動兩端裝配的一對送料輪來完成送料。在主動箱蝸輪軸的后面裝配帶動被動箱的鏈輪及鏈條,從而帶動后面的被動箱來完成調直前后的整個送料工作。
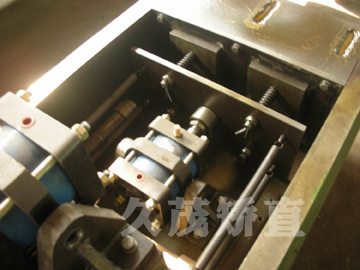
3、切斷部分
主要由一臺4kw-4極電機帶動液壓泵站產生液壓動力,通過電磁換向及溢流閥控制平行道軌活動小車的油缸活塞飄走上裝配的活動上刀往復行程與油缸座上裝配的固定圓底刀行程交錯移動,從而把經過圓底刀的線材切斷。
4、料架部分
當調直好線材通過活動小車上的圓底刀,進入受料架后,順從受料架前行到預先設定的尺寸時,通過導料斜板頂動定尺器裝配的接近開關,常閉板成斷開形式,當線材頂動接近開關時,同時發給計數器信號,供計數器計一次數,達到規定的切斷根數后,計數器自動斷電,切斷了系充運行的電路,控制調直電機自動停機。
拉伸強度:拉伸強度是衡量材料在受到徑向負荷時抵抗斷裂的能力。它是用單位截面積所能承受的重量來標度的,如英制的磅/平方英寸或公制的牛頓 /平方毫米。紫銅屬于拉伸強度最低的材料鉬則就會高一點。電極絲的拉伸強度取決于材料的選擇以及各種熱處理和拉伸處理工藝。電極絲有時被分為"軟絲"和"硬絲",對于不同的設備和應用來說,各有其長處。
記憶效應:這與電極絲的"軟"或"硬"直接相關。軟絲抽離線軸時沒有恢復成直線的記憶能力,所以無法用于自動穿絲,但這對切割來說并沒有影響,因為加工時電極絲上是加了張力的。軟絲適用于上、下導絲咀不能傾斜的設備進行超過7度的大斜度切割。而硬絲則是自動穿絲機的******選擇,同時因為拉伸強度高,其抵抗因切割時電流和沖洗力造成絲的抖動的能力較強。
延伸率:矯直機延伸率是切割加工中由于張力和熱量引起電極絲長度變化的百分比。軟絲的延伸率可大到百分之二十,而硬絲則小于百分之二。軟絲在斜度加工時,要保證精度!
冷拔機與兩者的尺寸精度和表面光潔度差不多,因為在標準中,冷拔機和校直機與矯直機,冷拔和冷軋管材一般都是統一規定的,當然價格也差不多了。
但是,兩者的區別在于,對于小尺寸的管材,必須用冷拔的方法才能生產出來。
冷拔機和冷拔是對于小尺寸的鋼管比較適用, 直徑超過150mm以上就很難用冷拔了, 國內還沒有這么大直徑的冷拔管, 美國和韓國比較常見, 冷拔的工藝較好, 無縫的, 所以價格可能會比冷扎要高一點。
冷拔機它是用于常溫下拔制黑色的與有色的金屬棒料材跟對熱軋還有擠壓之后的荒管進行二次加工,它是生產小口徑與精密和薄壁還有高機械性能管材的主要加工設備呢。冷拔機的類型是按照床身結構方式大致的可以把它分為三座分離式和框架式這兩種的。
如果要按照傳動方式的話,冷拔機可以把它分為鏈式與液壓傳動式與齒條式與絲杠式等等類型的拔機。在冷拔機中它的原理是也有很多學問的,比如說在拔制鋼管時,那么首先要將芯桿穿入管子內孔中,再然后裝上芯頭,然后將已穿上芯頭的鋼管前端推出拔模座。在拔制結束后,要預緊氣缸的動作,將板牙松開鋼管叉頭推動拔制后的成品的管子脫離車體的同時滑塊要向相反方向運動,使塞頭迅速的退出管子,這樣方便順利下料呢。
因為液壓傳動運行平穩, 結構上又能保證了拔制力作用線和鋼管軸線還有內外模軸線跟芯桿軸線的全部一致, 所以不產生徑向跳動和提高了產品精度。
冷拔機的結構也很簡單,它的制造也很方便,由于缸座與模座與尾座都是由八個撐管與四根拉桿結合而成的整體,那么在工作載荷的作用下,拔拉力就會在整個框架內封閉,地基就不會承受拔機工作載荷了,只承受設備的重量,因而省了大量基礎費用。冷拔機還可以無級調速,液壓系統是利用插裝閥集成塊工作的,拉拔的速度可以在比較寬的范圍內平滑調整,這樣的操作便于方便與靈活。
在很多機械中要是他出現了損壞,那都有正常損壞和不正常損壞兩種,而我們的矯直機也不例外。
當我們在進行生產或者是修理的時候他的質量沒有達到相應的標準,他所設計的光潔度還有精度也不符合要求,材料中相應物理的機械性能和熱處理的時候也沒有達到要求,在進行安裝的時候不能很好的達到所要配合的要求,其同心度也不對。
這些因素都會使得矯直機出現不正常損壞。
我們在進行運輸和拆裝的時候操作不正確,那是會讓零件出現變形以及其表面有損傷的,如果嚴重的話還會有破裂的危險,還會有缸蓋和缸體有破裂和曲軸損傷。如果說我們沒有很好的進行保管,那也會讓零件和部件出現一定的損壞。好比說曲軸他在水平放置亦或是相互的推壓那都會讓他出現彎曲。要是電氣設備有受潮的情況那他的絕緣性也會受到影響還很容易燒壞。
冷矯直機主要就是在冷態的情況下,由相應的輥輪來對金屬管材進行擠壓和矯直,具備較好的壓光效果,以及壓圓的主要作用,經過矯直機矯直后的管材在精密度上得到了有效的提升,金屬管材的表面不僅光滑,還可以將表面的鐵銹有效的去除。
主要的使用方式為:將需要調直的圓管或者是棒材的一端,直接的伸入到冷矯直機的兩邊輪之間,過程會經過電動機,多檔的減速機,變頻調速的皮帶輪,以及鏈條的雙邊傳動等,促使兩邊相同分布的滾輪可以同時推進,最終完成整個矯直的過程和加工。
很多時候我們都是在常溫中來對冷拔機進行拔制的,也會用他來對一些有色金屬進行熱軋和擠壓,他是一種性能比較高的設備,但是就算是再好的機器他也有自己壽命完結的時候,那么冷拔機他又能用多久呢?如果想要讓冷拔機的使用期限變長,那我們就要從兩方面入手,一方面就是對溫度的要求還有一方面就是不要讓他受到腐蝕的困擾。
對于冷拔機而言,溫度對他的影響力還是挺大的,當我們在使用冷拔機的時候,就算只是潤滑,如何機器里有雜質那么他就會越積越多,這樣一來我們的發動機在通過活塞環的時候,他的磨損速度就會變快。所以我們在使用的時候一定要對溫度控制好。
一般的金屬他的表層都會由于化學反應而出現腐蝕,我們也要知道腐蝕他不單單是對機器表層會產生影響,對他的內部也是有一定危害的,所以我們要盡力的減小出現腐蝕的情況。